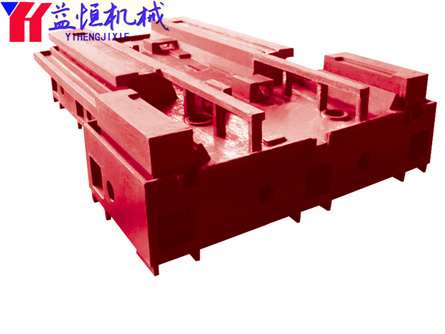
分析鑄件嚴重變形和開裂原因
在大型機床鑄件生產(chǎn)中采取以下幾個措施防止和鑄件的開裂變形現(xiàn)象。
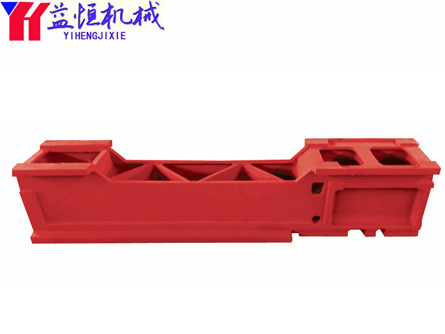
(1)檢驗?zāi)P徒Y(jié)構(gòu)情況,在易變型和開裂的地方,放置拉筋和加強筋板;在不影響鑄件幾何尺寸和性能要求的情況下,可增大過渡處的圓角尺寸。對于某些細長比例較大的鑄件,如機床床身、平板、平臺等特別是有導(dǎo)軌的機床件,導(dǎo)軌熱節(jié)較大,其他部位又較薄,易產(chǎn)生撓度變形,為此應(yīng)采取反撓度,來抵消鑄件凝固時產(chǎn)生的撓度變形。

(2)澆注系統(tǒng)設(shè)計中,對于重量較大、體積較大的鑄件可開設(shè)兩個以上的直澆道,使金屬液能平穩(wěn)進入鑄型內(nèi)。
(4)鑄件澆注后,不要過早的打箱,在箱內(nèi)應(yīng)有足夠的保溫時間,對于中大型鑄件尤為重要。
(5)不影響大型鑄件機械強度和性能使用的情況下,可適當調(diào)整鑄件的化學(xué)元素成份。
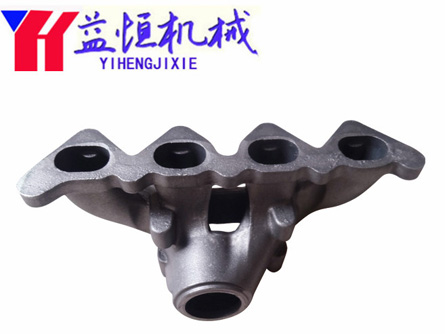
干砂負壓消失模鑄造是一種全新的鑄造工藝,除繼承鑄造的主要優(yōu)點外,它還有工作環(huán)境,易實現(xiàn)機械化操作等特點。之后將逐步實現(xiàn)對傳統(tǒng)鑄造工藝的替代。
大型機床鑄件,球墨鑄件,消防栓鑄件,減速機鑄件,http://btgszz.com/