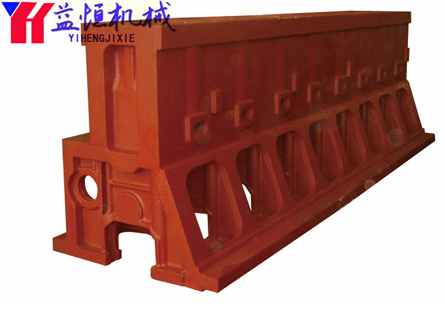
機床床身鑄造產品作為一種大型鑄件 要經過熱處理才能提高本身的使用性能,床身鑄件的內在質量。為使床身鑄件有所需要的力學性能、物理性能和化學性能,除合理選用材料和各種成形工藝外,熱處理工藝是 的。
由于熱處理不能改變石墨的形狀、分布,故對提高力學性能作用不大,因此在灰鑄鐵的生產中,熱處理主要用于鑄件的內應力和其切削加工工藝。方法:應力退火,鑄件白口的退火以及表面淬火。
① 應力退火:
內應力退火通常是將鑄件緩慢加熱到500攝氏度到560攝氏度,保溫一段時間(每10mm截面保溫一小時),然后以極緩慢的速度隨爐冷至150攝氏度到200攝氏度后出爐。此時,鑄件的內應力基本上被.應當指出,若退火溫度超過溫560攝氏度或保時間過長,會引起石墨化,使鑄件的強度與硬度降低,是不適宜的.當鑄件形狀復雜,厚薄不均時,由于澆注后冷卻過程中各部位的冷卻速度不同,往往在鑄件內部產生很大的應力。因此,對精度要求較高或大型、復雜的鑄件(如機床床身、機架等)在切削加工之前,都要進行一次內應力的退火,有時甚至在粗加工之后還要進行一次它不僅削弱了鑄件的強度,而且在隨后的切削加工之后,由于應力的重新分布而引起變形,甚至開裂。
②表面淬火:
是將剛件的表面層淬透到的,而心部分仍保持未淬火狀態的一種局部淬火的方法。表面淬火時通過加熱,使剛件表面很快到淬火的溫度,在熱量來不及穿到工件心部就立即冷卻,實現局部淬火。目的在于獲得,高的表面,而心部仍然保持原有的良好韌性。可以是床身 加。