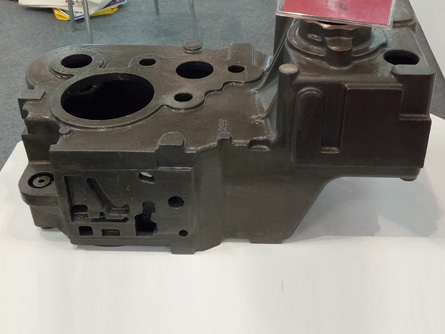
工程機械箱體鑄件的和尺寸穩定性,直接影響工程機械箱體的精度連結壽命等;各類齒輪泵的葉輪、殼體以及液壓件內腔的尺寸、型線的準確性和概況粗拙度,直接影響泵和液壓系統的工作效率,能量消耗和氣蝕的發展;內燃機缸體、缸蓋、缸套、活塞環、排氣管等球墨鑄件的強度和耐激冷激熱性,直接影響發動機的工作壽命。
工程機械箱體控制凝固方法有很多種大型鑄件、球墨鑄件、機床橫梁,但多種方法全集中在一個機床鑄件上下就是理想的通常只要根據工程機械箱體結構采用一項或兩項就可以了。通常有幾種控制方法。
澆注系統正確的引入位置。選擇內澆道從工程機械箱體厚實處引入,則加強工程機械箱體定向凝固,確定內澆道與冒口位置內澆道應盡可能靠近冒口或使金屬液經過冒口而進入鑄型型腔,以加強凝固傾向。確定內澆道在鑄型不同高度引入有三種引入形式既頂注式、底注式和中間注入式,頂注式有利于冒口補縮,底注式快澆注不利于冒口補縮,鑄件底部易產生縮孔、縮松、底注式慢澆 不利冒口補縮,但對易氧化的合金或型腔較高型腔復雜的工程機械箱體往往采用底注,主要是為了金屬液流入平穩,避免金屬飛濺和氧化,不沖壞鑄型或型芯。階梯是澆道即可防止合金飛濺和氧化有可獲得定向凝固。
球墨鑄件焊補效果及分析:宏觀檢測。無咬邊、無燒痕,焊補點附近及整個制件常溫。焊接平臺用30倍放大鏡及硬度計現場檢測焊補情況,結果顯示:無明顯分界線,焊補點金屬致密、無裂紋、無砂眼,0.8#補材焊補點硬度180-220HBHT200補材焊補點硬度210-240HB未淬火導軌面焊補點附近,硬度HB160-210淬火導軌焊補點附近硬度51-56HRC未見退火、軟化現象,經探傷劑檢測合格。可以進行機械加工,焊補處金屬顏色與母材相同,滿足加工面缺陷的品質檢測要求。
包括、、耐激冷激熱、疲勞、吸震等性能以及被切削性、可焊性等工藝性能。外觀質量指球墨鑄件概況粗拙度、概況缺陷、尺寸偏差、形狀偏差、重量偏差;內在質量主要指球墨鑄件的化學成分、物理性能、機械性能、金相組織以及存在于球墨鑄件內部的孔洞、裂紋、夾雜、偏析等情況;球墨鑄件質量對機械產品的性能有很大影響。例如,球墨鑄件質量主要包括內在質量、使用質量和外觀質量。使用質量指球墨鑄件在不同條件下的工作能力。